固有技術紹介
大型精密成型プレス機による加工技術
大型精密成型プレス機を導入いたしました
2018年末に大型精密成型プレス機を導入いたしました。
- 既存のプレス機では困難だった超高精度製品や大きな製品サイズの加工が可能になりました。
- 「オール切削加工製品」や「ダイカスト+切削加工製品」をプレス加工のみで同様の精度を低コストで実現いたします。
合理化改善を提案いたします。弊社営業部門にお問い合わせください。
1200T UL 技術のご提案(Processing Technology)
「AIDA製 UL12000」の 3つの特徴
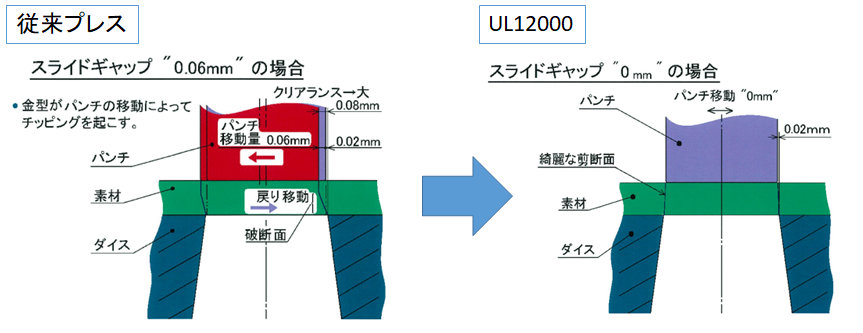
1.安定した下死点精度
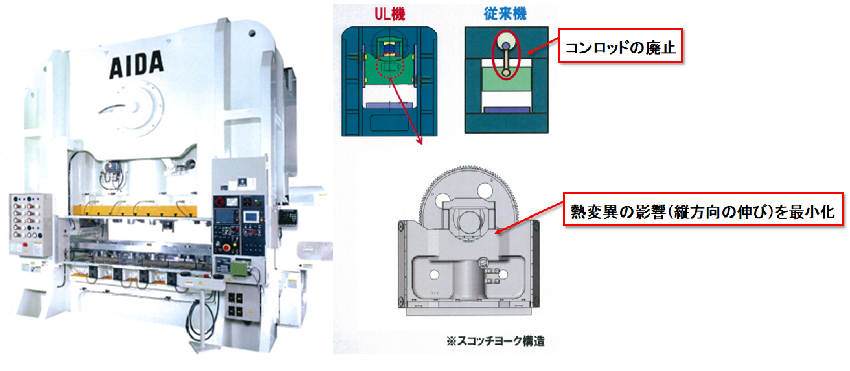
2.成形中のスライドの振動・移動が極小
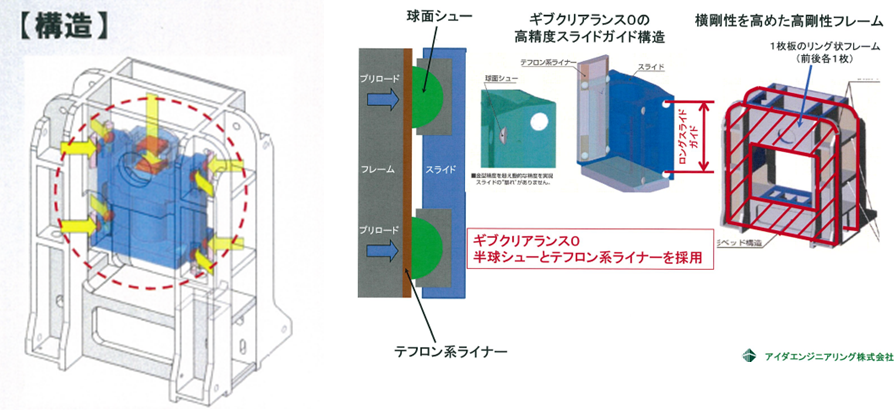
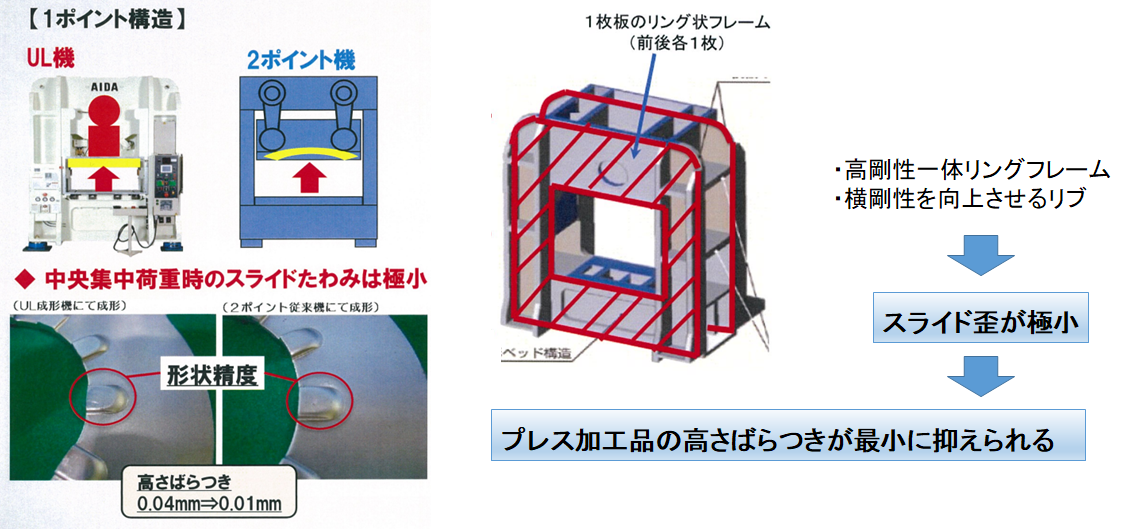
3.プレスの変形量が極小
これらの特徴により「金型と同等以上の精度」を実現します
加工事例
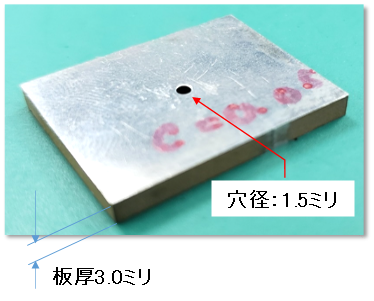
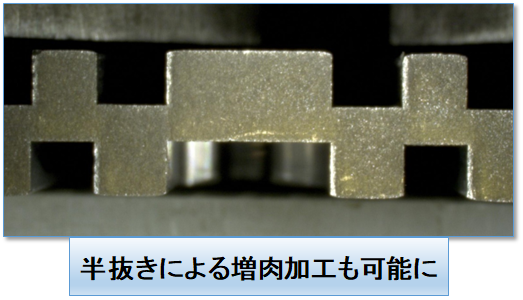
事例① SUS430-CP「板厚3.0mm」に「φ1.5」の細穴抜き&スリット半抜き加工
「φ1.5」の細穴抜き加工 → せん断面100%,スリット複合形状の半抜き加工
事例② 鏡面仕上げせん断面(機械加工と同等レベルの断面を実現)
「φ1.5」の細穴抜き加工 → せん断面100%,スリット複合形状の半抜き加工
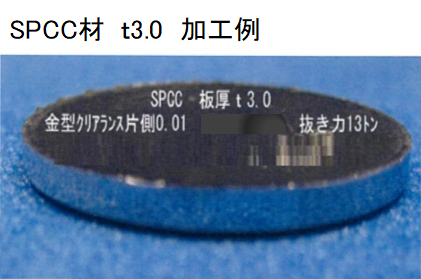
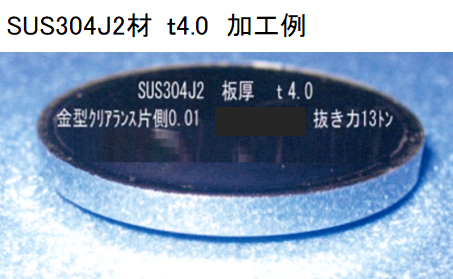
破断面レスが可能
レーザー加工・切削加工レスに最適
事例③ 厚板難加工材料の精密せん断加工
機械加工・レーザー加工 ⇒ プレス加工への「工法転換」提案事例
SUS 304 t=5.0㎜ (通常プレスではスリット幅10.0㎜以上必要)
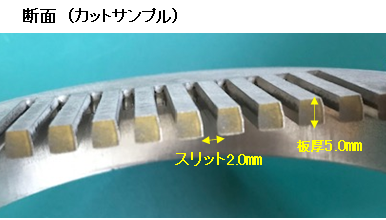
「1200T-UL」の高精度/高剛性により → スリット幅「2.0㎜」を実現!
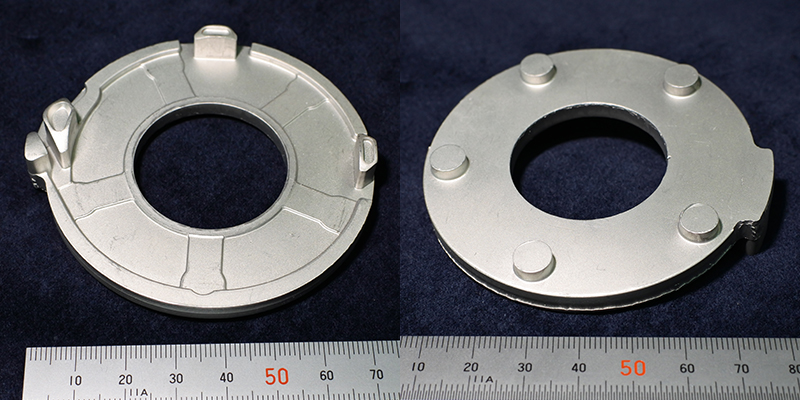
事例④ 張り出し工法によるギヤ形状加工
S8C(鉄)t=9.0㎜
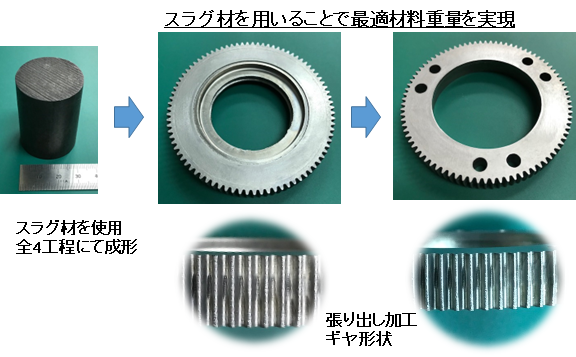
張り出し加工にて「ギヤ形状」を実現!
厚物難加工材の精密せん断加工
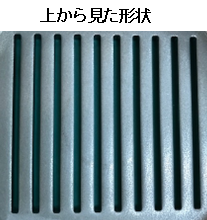
SUS材スリット加工検証試作
通常 板厚5.0㎜の場合 10㎜以上のスリット幅が必要
UL-1200Tではスリット幅 2.00㎜
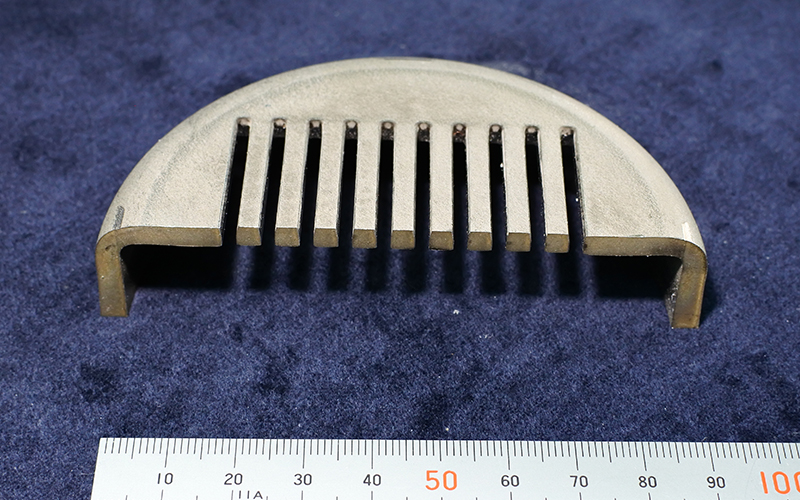
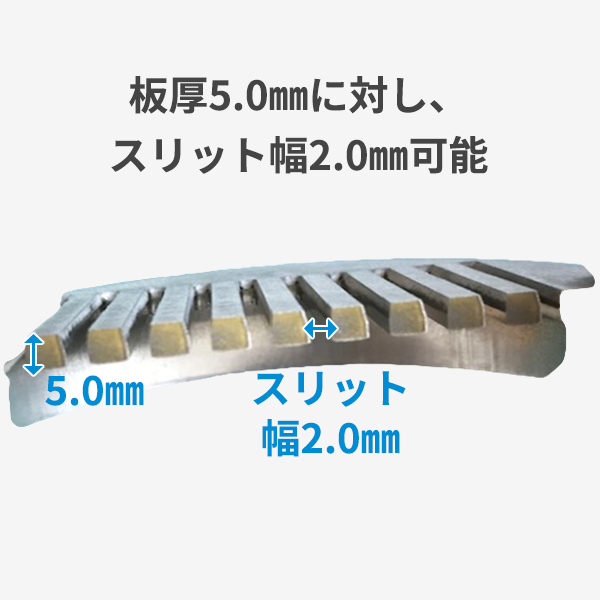
- SUS304 板厚5.0㎜
※写真は、わかりやすくするために製品をカットしてあります。
冷間鍛造加工
- A1050-O スラグ材
UL12000(1200トン)プレスのメリット
UL-1200T 工法比較
| 基準 | 切削 | ダイキャスト | 1200T-UL | 備考 |
|---|---|---|---|---|
| 加工能力 | ✖ | 〇 | ◎ | 約1,200pcs/H |
| 環境 | △ | 〇 | ◎ | 最適材料重量にて対応 |
| 金型寿命 | - | ✖ | ◎ | 約100万ショット |
| 機械的強度 | ✖ | △ | ◎ | 機械的性能向上(強度アップ) |
| 寸法精度 | ◎ | ✖ | 〇 | バラツキ0.01mm以下 |
| イニシャル費 | ◎ | 〇 | △ | 金型費 1工程300万円(参考) |
従来プレス加工では困難とされた難加工材、厚板(SUS t=5.0mm)せん断加工品の製作が可能
- レーザー&機械加工レス、ニアネットシェープ(軽切削対応)
大物部品の加工が可能
- 最大でφ600mmまで
- 加工能力・製品の大きさからUL-1200Tでないと出来ないサイズ
高強度アルミニウム合金 ※軽量化をご提案
- ダイキャストで問題になる巣が発生しないため、品質面の信頼性向上
- 鉄からアルミへ材質変更により、脱炭素社会に貢献

1200トンプレス機 “動画
動画制作 : 株式会社 Visual工房ORII